Key Takeaways
- Poor settling, bulking sludge, low dissolved oxygen, foaming, and nitrification failures are the most frequent issues
- Most problems resolve through operational adjustments rather than equipment replacement
- Systematic diagnosis pinpoints root causes quickly, reducing downtime and preventing recurrence
- Call professionals for persistent issues, permit violations, or equipment failures
What Is Activated Sludge?
Activated sludge is a biological wastewater treatment process where microorganisms—mainly bacteria and protozoa—consume organic pollutants in an aerated environment. The process creates a living biological system that continuously breaks down waste while maintaining a balance between food (organic load), microorganisms (biomass), and oxygen.
The basic process flow works as follows:
- Wastewater enters an aeration tank where it mixes with return activated sludge (RAS) and receives continuous aeration
- The mixture flows to a clarifier where the biomass settles and separates from the treated water
- Settled biomass is recycled back to the aeration tank as RAS
- Excess sludge is wasted and treated water is discharged

This living biological system requires continuous monitoring and adjustment to maintain proper balance. Well-designed conventional activated sludge systems typically achieve 85-95% BOD removal with hydraulic retention times of 4-8 hours, maintaining mixed liquor suspended solids (MLSS) concentrations between 2,000-4,000 mg/L.
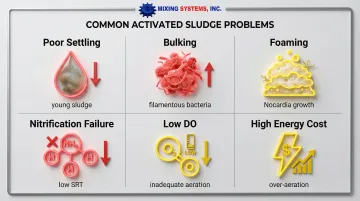
Common Problems With Activated Sludge
Activated sludge problems follow predictable patterns that can cost facilities thousands in penalties and downtime. Early recognition enables faster resolution before permit violations or system failure occurs.
Problem 1: Poor Settling and Cloudy Effluent
Common signs:
- High effluent turbidity with visible solids carryover in clarifier
- Pin floc visible in effluent samples
- Low settled sludge volume in settleometer tests
- Thin, dispersed sludge appearance
Root causes:
- Young sludge with low sludge age (SRT below 3 days)
- Organic overloading exceeding design capacity
- Insufficient MLSS concentration in aeration tank
- Toxic shock from industrial discharge
While settling problems often result from young sludge, extended retention creates a different challenge.
Problem 2: Bulking Sludge
Symptoms:
- Sludge volume index (SVI) above 150 mL/g
- Poor compaction in clarifier with rising sludge blanket
- Light, fluffy sludge texture
- Sludge blanket depth exceeding 50% of clarifier sidewall depth
What causes this:
Filamentous bacteria overgrowth triggers bulking, typically from:
- Low dissolved oxygen (below 2 mg/L)
- Low F/M ratio from old sludge (SRT above 15 days)
- Nutrient deficiency (nitrogen or phosphorus)
- Septicity in influent wastewater
Research confirms that an SVI exceeding 150 mL/g consistently signals filamentous bulking requiring immediate microscopic identification and corrective action.
Filamentous organisms also contribute to another visible problem: foam accumulation.
Problem 3: Foaming and Scum Formation
Symptoms:
- Thick brown foam on aeration tank surface
- Greasy scum accumulation on clarifier
- Foam spilling over tank walls
- Earthy or musty odor issues
Typically caused by:
- Nocardia or Microthrix bacteria proliferation (common with old sludge and low F/M)
- Surfactants in influent wastewater
- Grease and oil accumulation in system
Beyond physical settling issues, biological processes can also fail under specific conditions.
Problem 4: Nitrification Failure
Symptoms:
- High ammonia in effluent (above 1 mg/L)
- Low nitrate levels despite adequate aeration
- Permit violations for nitrogen limits
- Poor biological activity indicators
Root causes:
- Insufficient sludge age (SRT too low for nitrifier growth—minimum 8-10 days required)
- Low dissolved oxygen (below 2 mg/L)
- Low alkalinity (below 100 mg/L as CaCO₃)
- Cold temperature (below 10°C)
- Toxic inhibition from heavy metals or organic compounds
Temperature significantly impacts nitrification—for every 10°C drop, nitrifier growth rate is cut in half, requiring doubled SRT to maintain performance.
Nitrification requires adequate oxygen, making DO deficiency a critical operational concern.
Problem 5: Low Dissolved Oxygen and Insufficient Aeration
Symptoms:
- DO readings consistently below 2 mg/L in aeration tank
- Black or grey mixed liquor color
- Septic odors resembling rotten eggs
- Poor BOD removal efficiency
Common causes:
- Undersized or failing aeration equipment
- Clogged diffusers reducing oxygen transfer
- Organic overloading exceeding design capacity
- Blower mechanical problems (worn belts, bearings)
Conversely, excessive aeration wastes energy without improving treatment performance.
Problem 6: High Energy Consumption
Symptoms:
- Rising electricity costs month over month
- Blowers running continuously at maximum capacity
- Excessive aeration relative to organic load
- DO levels consistently above 4 mg/L
What drives excess costs:
Aeration accounts for 50-90% of total WWTP energy consumption, making it the primary target for efficiency optimization.
- Over-aeration maintaining DO too high for treatment needs
- Inefficient diffusers with reduced oxygen transfer efficiency
- Lack of automated DO control systems
- Aeration equipment operating beyond optimal efficiency range
Why Activated Sludge Fails (Root Causes)
Understanding root causes prevents repeated failures and helps operators distinguish between symptoms and underlying problems.
Operational Stress and Process Imbalances
Improper F/M ratio, incorrect sludge age, inadequate aeration rates, or wrong RAS flow rates create biological stress that appears as various operational problems.
The recommended F/M ratio for conventional activated sludge is 0.2-0.5, with SRT typically maintained between 3-15 days depending on treatment objectives.
Many facilities operate reactively rather than proactively, adjusting parameters only after problems become visible. This approach allows small imbalances to compound into major operational issues.
Environmental and Influent Variability
Temperature fluctuations affect biological activity dramatically. Nitrification is especially sensitive, with biological activity decreasing significantly below 5°C. Seasonal wet weather causes hydraulic and organic loading surges that stress the system beyond design capacity.
Industrial discharges introduce toxicity or inhibitory compounds. Common inhibitors include:
- Heavy metals (zinc, copper, mercury, chromium, lead)
- Organic compounds (phenol, acetone)
- Inorganic compounds (cyanide, thiocyanate)
Equipment Degradation and Maintenance Gaps
Beyond biological and environmental factors, physical equipment deterioration compounds system stress. Diffuser fouling reduces oxygen transfer efficiency over time.
Research shows that fine-pore diffusers operated for 10 years without adequate cleaning can experience oxygen transfer efficiency dropping to 73% of original capacity, contributing to 15% increased energy consumption.
Additional equipment problems include:
- Mechanical aerator wear decreasing performance
- Blower problems reducing air supply
- RAS pump failures affecting biomass distribution
Lack of Preventive Maintenance and Monitoring
Maintenance gaps amplify equipment and process problems:
- Infrequent monitoring allows problems to escalate undetected
- Deferred maintenance transforms small issues into major failures
- Inadequate operator training leads to incorrect responses that worsen problems
- Missing or poorly calibrated instrumentation provides false data that drives poor decisions
Cascading Effects of Ignored Issues
Small problems compound rapidly in biological systems:
- Low DO leads to poor nitrification and filamentous bulking
- Bulking leads to solids loss and clarifier failure
- Solids loss causes permit violations
- Permit violations trigger regulatory pressure and fines
- Emergency fixes cost significantly more than preventive action

How to Fix Activated Sludge Issues (Step-by-Step)
Systematic troubleshooting is essential. When you treat symptoms without addressing root causes, problems recur and resources are wasted.
Step 1: Identify the Exact Problem
Conduct visual observations during routine rounds:
- Note mixed liquor color and odor (healthy sludge has an earthy smell)
- Check for foam or scum on tank surfaces
- Observe clarifier surface and effluent quality
- Look for solids carryover or sludge blanket issues
Perform key measurements:
- Measure DO at multiple points in aeration tank (minimum 2-3 mg/L for nitrification)
- Conduct 30-minute settleometer test (target 200-400 mL/L settled volume)
- Measure MLSS and RAS concentrations
- Test effluent for ammonia (should be below 1 mg/L) and BOD
Review operational data trends:
- Compare current readings to historical baselines
- Identify when problem first appeared
- Correlate with influent changes or weather events
- Check for equipment alarms or unusual conditions
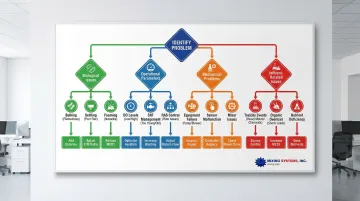
Step 2: Confirm the Root Cause Category
Determine if the problem is:
Biological - Related to microorganism health and population balance (bulking, foaming, poor floc formation)
Operational - Related to process control parameters like aeration, wasting, or RAS flow
Mechanical - Related to equipment performance or failure (blower issues, diffuser fouling, pump failures)
Influent-related - Related to loading changes or toxic inputs from industrial dischargers
Rule out external factors by checking influent characteristics, verifying equipment operation status, and confirming environmental conditions like temperature.
This prevents wasting time and money on incorrect solutions—such as replacing equipment when operational adjustment would suffice, or adjusting operations when equipment repair is actually needed.
Step 3: Apply the Appropriate Fix Based on Problem Type
Once you've confirmed the root cause category, apply the targeted fix below.
If Problem Is Biological (Bulking, Poor Settling, Foaming)
Filamentous bulking:
- Increase sludge wasting to reduce sludge age and raise F/M ratio
- Increase DO to 2-3 mg/L throughout aeration tank
- Check for and eliminate septicity sources in influent
- Add supplemental nutrients if BOD:N:P ratio deviates from 100:5:1
Dispersed growth (young sludge):
- Reduce sludge wasting to increase sludge age above 5 days
- Verify adequate mixing and aeration throughout basin
- Allow time for floc formation (2-3 sludge ages, typically 2-3 weeks)
Foaming:
- Increase wasting rate to reduce sludge age below 10 days
- Use surface sprays to knock down foam temporarily
- Consider chlorination of RAS as short-term control (use cautiously to avoid damaging biomass)
If Problem Is Operational (Low DO, Wrong SRT, RAS Issues)
Low DO:
- Increase blower runtime or air flow rates
- Check and clean diffusers if fouled (regular cleaning can reduce power costs by 18%)
- Verify blower performance meets specifications
- Reduce organic loading if system is overloaded
Incorrect sludge age:
Calculate target SRT based on temperature and treatment goals:
- 3-5 days for BOD removal only
- 8-15 days for nitrification (longer in cold weather)
Adjust wasting rate using formula: Waste Volume = (Aeration Volume × MLSS) / (Target SRT × RAS Concentration)
RAS flow problems:
- Calculate proper RAS rate to maintain 30% sludge blanket depth in clarifier
- Adjust RAS flow to match settling characteristics (typical range 25-75% of influent flow)
If Problem Is Mechanical (Equipment Failure or Degradation)
Aeration equipment:
- Inspect diffusers for clogging and clean or replace
- Check blower belts and bearings for wear
- Verify air distribution piping for leaks
- Evaluate system efficiency and upgrade if needed
If you're facing recurring maintenance issues with conventional diffused air systems, jet aeration systems offer an alternative by placing all mechanical assemblies outside the tank for easier service access while eliminating in-basin moving parts that require routine maintenance.
Pumps and motors:
- Inspect for unusual noise or vibration
- Check motor current draw against nameplate ratings
- Verify valve positions and flow rates
- Repair or replace worn components
If Problem Is Influent-Related (Toxicity, Overloading, Upsets)
Toxic shock:
- Identify source through industrial user monitoring
- Increase wasting to remove affected biomass
- Seed with fresh sludge from another facility if needed
- Implement pretreatment requirements for industrial dischargers
Organic overload:
- Activate equalization if available to dampen peak loads
- Increase aeration capacity temporarily
- Reduce RAS rate to extend aeration time
- Consider temporary adjustments to optimize treatment capacity
Step 4: Test and Validate the Fix
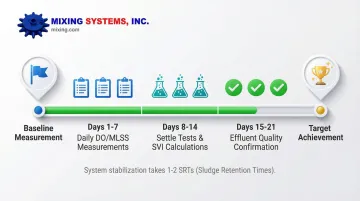
Monitor key parameters daily for at least one sludge age (typically 2-3 weeks) to confirm problem resolution:
- Measure DO, MLSS, SVI, and effluent quality
- Conduct settle tests to verify improved settling characteristics
- Check that sludge blanket depth stabilizes at target level (30-40% of clarifier depth)
- Confirm effluent quality meets permit limits
Document baseline conditions, changes made, and results achieved to build institutional knowledge. System response to changes is slow, typically taking 1-2 SRTs to stabilize, so patience is essential.
When Should You Fix vs Replace Components?
The fix-versus-replace decision comes down to four key factors: equipment age, repair costs relative to replacement, failure frequency, and impact on treatment performance and energy efficiency.
Aeration Equipment (Diffusers, Blowers, Mechanical Aerators)
Fix when:
- Diffusers can be cleaned to restore performance (acid cleaning or pressure washing)
- Blower requires routine maintenance (belts, bearings, oil changes)
- Mechanical aerator needs minor repairs (seal replacement, minor bearing work)
- Equipment is relatively new (under 5 years) and under warranty
Replace when:
- Diffusers are permanently fouled or damaged beyond cleaning
- Blower efficiency has dropped significantly (20%+ increase in energy per unit oxygen)
- Mechanical aerator gearbox or motor requires major overhaul
- Energy savings from newer technology justify the capital investment
Energy efficiency improvements often tip the scale toward replacement. According to EPA data, automated DO control systems reduce energy costs by 10-30%.
Modern jet aeration systems—like those manufactured by Mixing Systems—can cut energy consumption by up to 40% compared to conventional diffused air systems. These systems deliver superior oxygen transfer efficiency while improving process stability, making them attractive upgrades for facilities seeking both operational and cost improvements.
Pumps and Flow Control
Fix when:
- Pump requires seal replacement or impeller repair
- Motor bearings need replacement
- Valve actuators malfunction but valve body is intact
- Repair cost is under 50% of replacement cost
Replace when:
- Pump casing is cracked or severely corroded
- Motor has failed multiple times
- Pump is significantly oversized or undersized for current needs
- Energy-efficient variable frequency drive (VFD) installation would reduce operating costs with payback under 3 years
Instrumentation and Controls
Fix when:
- Sensors need cleaning or calibration
- Transmitter electronics can be repaired
- Wiring connections are loose or corroded
- Equipment is still supported by manufacturer
Replace when:
- Manufacturer has obsoleted sensors with no replacement parts available
- Instrument repeatedly fails calibration
- Upgrading to online continuous monitoring would improve process control and reduce labor for manual testing
- Modern sensors offer significantly better accuracy or reliability
Common Mistakes to Avoid When Fixing Activated Sludge
When troubleshooting activated sludge issues, avoid these common pitfalls that delay resolution and waste resources:
Treating symptoms instead of root causes — Adding polymer to improve settling won't help if the real problem is low DO causing filamentous bulking. This approach wastes money and delays actual resolution.
Making multiple changes simultaneously — Adjusting several parameters at once makes it impossible to identify which change solved the problem. Limit waste sludge changes to ±10-15% per day and modify only one parameter at a time.
Over-correcting process parameters — Drastically increasing or decreasing wasting rates, aeration, or RAS flow creates new imbalances and secondary problems. Make incremental adjustments and monitor results before additional changes.
Preventive Measures to Avoid Future Issues
Prevention is more cost-effective than reactive troubleshooting, reduces risk of permit violations, and extends equipment life.
Establishing systematic monitoring protocols forms the foundation of any preventive strategy.
Establish Routine Monitoring and Testing Protocols
Daily monitoring should include:
- Visual inspections of all process units
- Dissolved oxygen measurements at multiple aeration tank locations
- MLSS concentration testing
- Effluent quality checks
Weekly monitoring should include:
- 30-minute settle tests to calculate SVI
- Microscopic examinations to identify filaments and indicator organisms
- Process data trending and analysis
Healthy activated sludge contains stalked ciliates and rotifers, indicating stable, middle-aged sludge with good settling properties. Their presence serves as a reliable bio-indicator of system health.
Implement Proactive Maintenance Programs
Regular equipment maintenance prevents costly failures and maintains treatment efficiency. Schedule the following:
- Diffuser cleaning annually or as needed based on performance monitoring
- Preventive maintenance on blowers and motors following manufacturer guidelines
- Instrument calibration quarterly (DO probes should be calibrated daily)
- Inspection and lubrication of mechanical equipment
- Major equipment overhauls during low-flow periods
Nitrification consumes approximately 7.14 lbs of alkalinity (as CaCO₃) per lb of ammonia-nitrogen oxidized. Monitor alkalinity regularly to prevent pH crashes that inhibit biological activity.
Optimize Process Control and Energy Efficiency
Strategic process controls reduce operating costs while improving treatment performance:
- Install automated DO control systems to match air supply to actual oxygen demand
- Calculate and maintain optimal sludge age for treatment goals and seasonal conditions
- Establish and enforce industrial pretreatment program to prevent toxic discharges
- Consider upgrading to high-efficiency aeration systems
For facilities experiencing chronic low DO or high energy costs, jet aeration systems offer a proven alternative. These systems provide superior oxygen transfer efficiency while reducing energy consumption by up to 40% compared to conventional diffused air systems.
Jet aerators eliminate in-basin moving parts, reducing maintenance requirements while providing excellent mixing throughout the aeration tank.
Conclusion
Early detection through systematic monitoring prevents most activated sludge problems before they escalate. Correct diagnosis is the foundation of effective troubleshooting and eliminates wasted effort on incorrect solutions.
Maintaining stable performance requires balancing three critical control parameters:
- Aeration: Oxygen supply matched to biological demand
- Sludge wasting: Controlled biomass levels
- Sludge recirculation: Optimal MLSS concentration
Knowing when operational adjustment versus equipment replacement is appropriate saves money and maintains compliance. Modern jet aeration systems, like those from Mixing Systems, Inc., offer energy reductions up to 40% with superior oxygen transfer efficiency—addressing one of the most resource-intensive aspects of activated sludge treatment.
With proper attention to process fundamentals and proactive maintenance, activated sludge systems deliver reliable, efficient wastewater treatment for decades. Regular monitoring, prompt corrective action, and equipment designed for durability ensure your facility meets discharge standards while controlling operating costs.
Frequently Asked Questions
What are the factors affecting activated sludge process?
Critical factors include organic loading rate (F/M ratio 0.2-0.5), dissolved oxygen levels (1-2 mg/L for carbon removal, >2 mg/L for nitrification), sludge age (SRT 3-15 days), temperature, pH, alkalinity (>100 mg/L residual), nutrient balance (100:5:1 BOD:N:P ratio), and toxic substance control.
What is the most common activated sludge process?
Conventional activated sludge (plug flow) uses a long rectangular aeration tank where wastewater and return sludge enter at one end and flow to the clarifier at the other. This configuration achieves 85-95% BOD removal with 4-8 hour hydraulic retention time.
How do you know if your activated sludge is healthy?
Healthy sludge settles to 20-30% volume in 30 minutes (SVI 80-150 mL/g), forms compact floc with clear supernatant, maintains DO at 2-3 mg/L, keeps effluent ammonia below 1 mg/L, and shows diverse microorganisms including stalked ciliates and rotifers under microscope.
What causes high energy costs in activated sludge systems?
High energy costs stem from over-aeration (maintaining DO higher than needed), fouled diffusers reducing oxygen transfer efficiency, lack of automated DO control, and operating equipment outside optimal ranges. Aeration represents 50-90% of total plant energy costs.
When should you call in outside experts for activated sludge problems?
Call experts when operational adjustments fail within 2-3 sludge ages, permit violations occur or loom, major equipment failures need specialized evaluation, process upsets remain unexplained after troubleshooting, or major upgrades require engineering analysis.
Can jet aeration systems help solve chronic activated sludge problems?
Jet aeration systems address multiple issues simultaneously: resolving chronic low DO problems through high oxygen transfer efficiency, reducing energy consumption by up to 40% versus conventional diffused air, eliminating in-basin moving parts for lower maintenance, and providing thorough mixing to prevent dead zones.