Introduction
Anaerobic digestion converts sludge waste into valuable resources through controlled biological breakdown. In the United States alone, publicly owned treatment works generate approximately 4 million dry metric tons of sewage sludge annually, with the European Union producing roughly 15 million tons in 2021.
Despite its widespread adoption—over 1,200 wastewater treatment plants in the U.S. utilize anaerobic digesters—many operators struggle with optimization. The root cause: misunderstanding the biological and mechanical requirements that govern this complex process.
Temperature fluctuations of just 2-3°F can trigger system upsets. Inadequate mixing creates dead zones that cripple efficiency. When operators treat digesters as "black boxes" rather than dynamic biological systems requiring active monitoring, they risk costly failures that can take months to correct.
This guide explores the science behind anaerobic digestion, key operational parameters, and proven strategies for maximizing biogas production while maintaining system stability.
Key Takeaways
- Breaks down organic sludge without oxygen, producing methane-rich biogas and stabilized digestate
- Four biological stages work sequentially to convert complex organics into methane
- Requires controlled temperatures (30-57°C), pH 6.5-8.0, and 15-40 day retention
- Serves municipal wastewater plants, industrial facilities, and agricultural operations
What Is Anaerobic Digestion?
Anaerobic digestion (AD) is a biological process where microorganisms decompose organic matter without oxygen. This process produces biogas—primarily methane (60-65%) and carbon dioxide (35-40%)—plus stabilized solids called digestate.
Key outcomes include:
- Volume reduction: Typically 40-60% reduction in volatile solids
- Pathogen destruction: Achieves EPA Class B or Class A biosolids standards
- Energy recovery: Generates 13 to 18 cubic feet of biogas per pound of volatile solids destroyed
These outcomes make AD particularly valuable for facilities seeking both waste stabilization and energy recovery.
How AD Differs from Aerobic Digestion
While both processes stabilize sludge, aerobic digestion consumes energy for aeration, whereas anaerobic digestion produces net energy through biogas generation. Aerobic systems process sludge faster and produce less odor during operation.
However, they lack the energy recovery advantage that makes AD cost-effective for larger facilities. Some facilities achieve net energy production of up to 2,100 kWh per ton of dry solids through anaerobic digestion.
Why Anaerobic Digestion Is Used in Sludge Treatment
AD addresses three critical operational needs that define modern wastewater management.
Reducing disposal costs: By destroying 45-55% of volatile solids, AD significantly reduces the volume of material requiring transportation and disposal.
For facilities generating thousands of tons annually, this translates to substantial savings in hauling fees and tipping charges.
Generating renewable energy: The biogas produced offsets facility energy costs. Large installations like Boston's Deer Island facility save $15 million annually in fuel costs by using biogas to power steam boilers and turbine generators.
Meeting regulatory requirements: EPA 40 CFR Part 503 regulations mandate pathogen reduction and biosolids quality standards.
AD is a standard method for achieving Class B pathogen reduction, requiring minimum 15 days retention at 35-55°C.
What Goes Wrong Without AD
Facilities that skip anaerobic digestion face:
- Higher disposal costs from transporting full sludge volumes
- Landfill space consumption that contributes to environmental burden
- Lost energy recovery opportunities worth hundreds of thousands of dollars annually
- Potential groundwater contamination from untreated sludge
AD has become industry best practice for facilities processing over 5-10 MGD, driven by both economic benefits and environmental regulations.
While only 8% of treatment plants treat more than 5 MGD, these facilities handle 77% of total wastewater flow, making AD a logical investment.
How the Anaerobic Digestion Process Works
Organic sludge enters sealed, heated tanks (digesters) where four successive bacterial populations break down complex molecules into progressively simpler compounds, ultimately producing methane gas.
Feedstock and Operating Conditions
Incoming sludge—typically primary and waste activated sludge—serves as feedstock at 3-6% solids concentration. Digesters maintain strict environmental conditions to support four distinct microbial populations. The process requires:
- Temperature control: Heating jackets or coils maintain consistent temperature
- Mixing systems: Continuous agitation prevents stratification and maintains bacterial contact with substrate
- pH monitoring: Regular testing ensures optimal conditions for methane production
The process is self-regulating once established, but system upsets require careful management:
- Disruptions to temperature, pH, or toxic substances cause failures requiring weeks to months for recovery
- Methanogens (methane-producing microorganisms) grow slowly and are highly sensitive to environmental changes
- Continuous mixing prevents stratification and ensures consistent bacterial contact with organic material
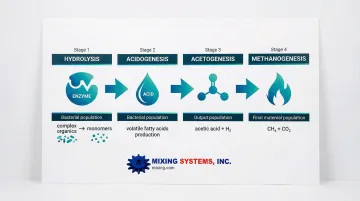
Step 1: Hydrolysis
Hydrolytic bacteria secrete enzymes that break down complex organic polymers—proteins, carbohydrates, and lipids—into soluble monomers like amino acids, sugars, and fatty acids. These smaller molecules can pass through bacterial cell walls, making them available for the next stage.
Hydrolysis is often the rate-limiting step, especially for particulate solids.
Step 2: Acidogenesis
Acidogenic bacteria rapidly ferment the soluble compounds into volatile fatty acids (VFAs), alcohols, hydrogen, ammonia, and carbon dioxide. This stage proceeds quickly, but the acid production can drop pH if alkalinity buffering is insufficient.
These bacteria are robust and fast-growing compared to later-stage microorganisms.
Step 3: Acetogenesis
Acetogenic bacteria convert VFAs and alcohols into acetic acid, hydrogen, and carbon dioxide—the direct substrates for methane production. This intermediate step is crucial because methanogens cannot directly utilize the complex VFAs produced during acidogenesis.
Step 4: Methanogenesis
Methanogenic archaea (not bacteria) consume acetate and hydrogen/CO2 to produce methane and carbon dioxide, which rise as biogas bubbles and are collected from the digester headspace. This stage is the slowest and most sensitive.
Methanogens require strict pH control (6.8-7.2) and consistent operating conditions. Any disruption that washes out or inhibits this population causes VFA accumulation, pH drop, and process failure.
Where Anaerobic Digestion Is Applied
Primary Installation Types
Municipal wastewater treatment plants use egg-shaped or cylindrical digesters with capacities of 500,000-2,000,000 gallons. These systems process sludge after primary clarification and secondary treatment, before dewatering and disposal.
Industrial facilities including food processors, breweries, and pharmaceutical plants use AD to treat high-strength organic waste. Many operations now co-digest municipal sludge with food waste or FOG to boost biogas yields.
Agricultural operations like dairy, swine, and poultry farms digest manure to reduce odor, stabilize waste, and generate renewable energy.
System Configurations
AD systems vary by throughput and performance goals:
- Continuous-flow systems maintain steady feed rates and are most common in municipal plants
- Batch-process systems fill, digest, and empty in cycles (typically for smaller operations)
- Single-stage digesters handle all reactions in one tank (standard configuration)
- Two-stage digesters separate acid and gas phases to improve conditions for each microbial population
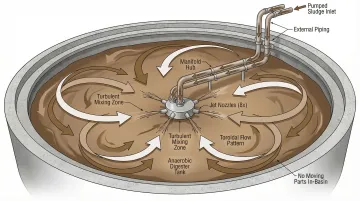
Effective mixing is essential in all configurations to maintain consistent temperatures, prevent stratification, and ensure contact between microbes and substrate. Systems like jet mixers provide thorough circulation without in-basin moving parts, reducing maintenance requirements in harsh digester environments.

Key Factors That Affect Anaerobic Digestion Performance in Sludge Treatment
Temperature
Operating temperature fundamentally shapes digester performance and pathogen destruction.
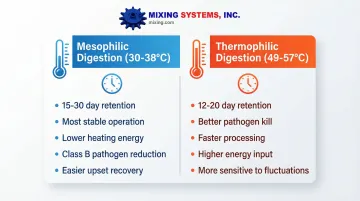
Mesophilic digestion (30-38°C):
- Retention time: 15-30 days
- Most stable and widely used
- Lower heating energy requirements
- Achieves Class B pathogen reduction
- Easier to operate and recover from upsets
Thermophilic digestion (49-57°C):
- Retention time: 12-20 days
- Better pathogen kill (potential Class A standards)
- Faster processing rates
- Higher energy input required
- More sensitive to operational fluctuations
Temperature fluctuations greater than 1°F per day can shock the bacterial population. Changes of 2-3°F can trigger foaming events that disrupt the process.
Retention Time and Organic Loading Rate
Retention time (typically 15-40 days) must match the organic loading rate to allow complete digestion without overwhelming methane-producing bacteria.
Key considerations:
- Typical volatile solids loading: 0.04-0.16 lb VS/ft³/day
- Methanogens are the slowest-growing population in the digester
- Insufficient retention causes hydraulic washout
- Bacteria are removed faster than they can reproduce, leading to process failure and VFA accumulation
pH and Alkalinity
The process requires pH between 6.5-8.0, with optimal performance at 6.8-7.2. Methanogenesis is inhibited below 6.5, where acid conditions prevent methane production.
Alkalinity of 2,500-5,000 mg/L as CaCO3 buffers against VFA accumulation from acid-producing stages. This buffering capacity is essential for process stability. A VFA-to-alkalinity ratio exceeding baseline values indicates potential upset conditions.
Mixing Requirements
Thorough, continuous mixing is essential for digester performance. Inadequate mixing is a primary cause of poor performance and digester failure.
Mixing serves several critical functions:
- Maintains uniform temperature throughout the tank volume
- Prevents stratification and scum layer formation
- Keeps bacteria in contact with substrate
- Releases biogas bubbles from the sludge matrix
- Eliminates dead zones where digestion stalls
Common mixing approaches include:
- Mechanical mixers (impellers mounted on shafts)
- Gas recirculation systems (compressed biogas creates mixing)
- Jet mixing systems (pumped sludge creates turbulent flow patterns)
Jet mixing systems offer particular advantages in anaerobic digesters, providing thorough mixing without in-basin moving parts that can fail in corrosive environments where hydrogen sulfide is present.
Inhibitory Substances
Common inhibitors threaten digester stability and require source control or dilution:
- Ammonia: Beneficial at low levels but inhibitory at 1,500-3,000 mg/L total ammonia nitrogen, particularly when pH exceeds 7.4
- Heavy metals: Soluble copper >0.5 mg/L, plus zinc and chromium
- Antibiotics: From pharmaceutical waste
- Disinfectants: Industrial cleaning chemicals
- Sudden pH changes: Shock the microbial population
Common Issues and Misconceptions About Anaerobic Digestion
The "Black Box" Misconception
Many operators assume AD automatically works once started. It doesn't.
The system requires active monitoring of gas production, VFA levels, pH, alkalinity, and temperature to detect early signs of upset. A drop in methane content (increase in CO2) often precedes a drop in total gas volume during early upset stages.
Gas Production vs. Digestion Efficiency
High gas production doesn't guarantee good volatile solids destruction if retention time is too short. Operators must track both biogas yield and VS reduction to assess true performance. Process upsets can separate these metrics temporarily.
Recovery Time from Upsets
When process upsets occur, recovery takes longer than most operators expect.
Operators often underestimate recovery time from toxin introduction, temperature loss, or overloading. Because methanogen populations grow very slowly, recovery can take 2-3 retention times—anywhere from 1-3 months.
During this period, the facility must stop or reduce feeding, correct pH and alkalinity, and allow the population to rebuild.
Preventable Operator Errors
Common mistakes include:
- Rapid temperature changes (>1°F/day)
- Inconsistent feeding causing organic overload
- Poor mixing leading to foaming and scum
- Failure to monitor VFA accumulation
These errors can extend recovery time significantly and reduce overall digester performance. Proper mixing equipment, such as hydraulic jet mixers designed for anaerobic digesters, helps prevent stratification and scum formation that lead to process upsets.
When Anaerobic Digestion May Not Be Appropriate
Very Small Facilities
For plants treating less than 1 MGD with minimal sludge production, hauling costs may be lower than digester capital and operating expenses.
The economic threshold typically falls around 5 MGD, though co-digestion with high-strength organic wastes can make AD viable for smaller facilities.
Operational Constraints
Cold climates: Without cost-effective heating sources, the energy required to maintain mesophilic temperatures (95°F) may consume most biogas energy produced, reducing net benefit.
Variable flows: Highly seasonal or variable flows prevent stable loading rates, disrupting the biological process.
High inert content: Sludge with excessive grit, sand, or industrial precipitates won't digest, reducing effective digester volume and requiring expensive cleaning.
When Alternatives Are Better
When operational constraints limit AD effectiveness, alternative treatment methods may better suit your facility's needs:
- Aerobic digestion: Small facilities prioritizing simplicity over energy recovery may prefer aerobic treatment despite higher energy consumption
- Direct dewatering and composting: Where land application markets exist and biogas value is low, skipping digestion may be economical
Conclusion
Anaerobic digestion transforms sludge management from a disposal problem into a resource recovery opportunity. Through volume reduction, pathogen destruction, and renewable energy generation, AD delivers economic and environmental benefits that justify its widespread adoption in facilities processing over 5 MGD.
Realizing these benefits requires proper operational management. Successful AD operation depends on:
- Understanding the four-stage biological process
- Maintaining optimal conditions for methanogenic bacteria
- Ensuring temperature control and thorough mixing throughout the digester
- Implementing continuous monitoring protocols
The process is self-regulating under stable conditions. However, disruptions require weeks or months for recovery due to the slow growth rate of these organisms.
Facilities that invest in proper design, operator training, and monitoring systems achieve stable performance with significant cost savings and energy recovery. Those that treat digesters as automatic systems face costly upsets and lost opportunities. For facilities evaluating AD systems or optimizing existing operations, partnering with experienced equipment providers ensures mixing and process control technologies meet the demanding requirements of anaerobic digestion.
Frequently Asked Questions
What are the 4 steps of anaerobic digestion?
The four stages are hydrolysis (breaking down complex organics), acidogenesis (converting to volatile fatty acids), acetogenesis (producing acetic acid), and methanogenesis (producing methane gas from acetate and hydrogen).
What is the difference between mesophilic and thermophilic anaerobic digestion?
Mesophilic operates at 30-38°C with 20-30 day retention, while thermophilic runs at 49-57°C with 15-20 day retention. Thermophilic provides better pathogen kill and faster processing but requires more energy and is less stable.
How long does anaerobic digestion take?
Retention times range from 15-40 days depending on temperature, loading rate, and volatile solids reduction targets. Mesophilic systems require 15-30 days, while thermophilic systems achieve results in 12-20 days.
What is produced by anaerobic digestion of sludge?
Two main products result: biogas (55-65% methane, 35-45% CO2) used for heating or electricity generation, and stabilized digestate that can be dewatered and land-applied as Class B or Class A biosolids or further composted for soil amendment.
What causes anaerobic digesters to fail or perform poorly?
Primary causes include inadequate mixing (creating stratification and dead zones), temperature fluctuations exceeding 1-2°F per day, toxic substances (ammonia, heavy metals, antibiotics), organic overloading producing excess VFAs, and insufficient alkalinity. Proper jet mixing systems help prevent stratification issues.
Can all types of wastewater sludge be anaerobically digested?
Primary and waste activated sludge digest well, but sludges high in inert solids (grit, chemical precipitates) or containing inhibitory industrial chemicals (heavy metals, solvents, disinfectants) may require pretreatment, source control measures, or may not be suitable for anaerobic digestion at all.