Aerated Wastewater Treatment System
- 20-year design life expectancy
- 5.0 lbs O2/HP-hr transfer rate
- Deep tank capability to 65 feet

40+ Years Industry Experience
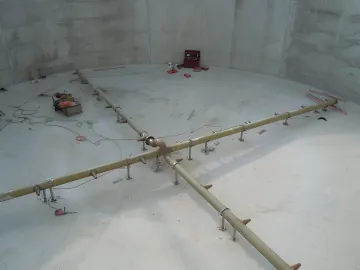
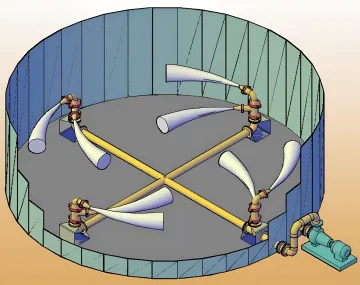
High Purity Oxygen Activated Sludge Mixing Systems combine advanced jet aeration technology with high-efficiency oxygen transfer for superior wastewater treatment. These systems deliver energy reductions up to 40% while maintaining exceptional mixing and BOD removal in activated sludge processes. Featuring submerged jet aerators with no in-basin moving parts, they generate micron-sized bubbles through hydraulic shearing for optimal oxygen dissolution. Ideal for municipal and industrial applications requiring enhanced treatment performance with pure oxygen or oxygen-enriched air.







Talk to our product experts for custom solutions.
Apply Filters
Showing 1 to 6 of 8 results
Pure oxygen activated sludge uses high-purity oxygen (90-95%) instead of air for aeration, enabling 3-5 times higher biomass concentrations, reduced tank volumes, and improved treatment efficiency for high-strength industrial wastewaters.
Talk to our experts for custom solutions and tailored guidance.

High-efficiency BOD removal and toxicity reduction in kraft mill wastewater with acceptable AOX levels and safe for aquatic environments.

Treatment of complex chemical plant and refinery wastewaters with low VOC emissions and efficient removal of toxic compounds in deep aeration tanks.

High-strength organic wastewater treatment for poultry processing, corn wet milling, and beverage production with superior oxygen transfer and energy efficiency.

Cost-effective activated sludge treatment, aerobic digestion, and nutrient removal for municipal plants with reduced energy consumption and maintenance requirements.
Talk to our experts for custom solutions and tailored guidance.
Over four decades of specialized experience in jet aeration and mixing systems design, with hundreds of successful installations serving the world's largest industrial clients including major chemical, pharmaceutical, and food processing companies.
Our proprietary double-nozzle jet aeration technology delivers superior oxygen transfer efficiency with documented energy reductions up to 40% compared to conventional diffused aeration systems, significantly reducing operational costs.
Zero in-basin moving parts with all pumps and blowers located outside tanks for easy servicing. Optional pneumatic backflush system virtually eliminates manual cleaning and in-basin maintenance requirements for 20+ year system lifespan.
Get expert engineering support for your activated sludge application. Our team will analyze your requirements and provide a tailored solution with energy calculations and ROI analysis.
For immediate assistance, feel free to give us a direct call at +1 937-435-7227. You can also send us a quick email at amit@mixing.com.
For immediate assistance, feel free to give us a direct call at +1 937-435-7227. You can also send us a quick email at amit@mixing.com.